


联系我们

复合土工膜,【双向塑料土工格栅】当地厂家值得信赖
更新时间:2025-03-20 06:38:53 浏览次数:80 公司名称: 恒丰塑业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 114 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 种类 | 一布一膜/两布一膜 |
| 强度 | 5KN/m-20KN/m |
| 宽度 | 1-6米 |
| 工艺 | 热复合 |
| 供货量 | 999999999平 |



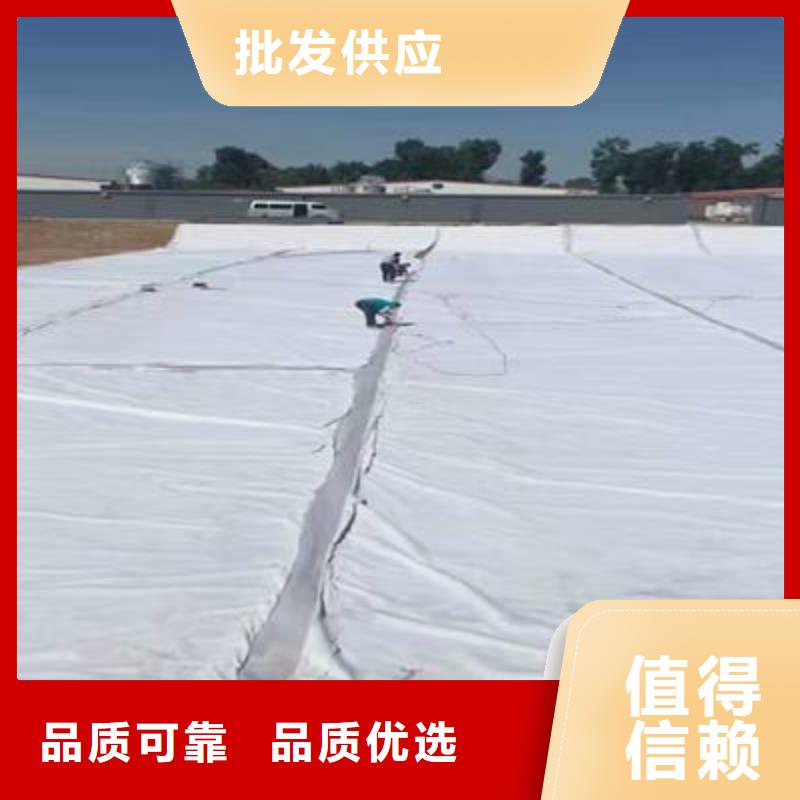


复合土工膜的焊接质量直接影响复合土工膜的防渗性能,因此符合土工膜焊接施工非常重要。在本工程中,复合土工膜的焊接主要由派出施工技术人员到现场指导和培训,并采用焊接设备进行。用干净的纱布擦拭焊缝的搭接处,无水、无灰尘、无水垢:土工膜平行对齐,搭接宽度为lOcm,焊接宽度为5-6cm。根据当时当地的气候条件,将焊接设备调整工作状态。做小试样焊接试验,试焊lm长复合土工膜试样。应采用现场撕裂试样,焊缝不应因撕裂而受损,母材也不应撕裂。现场撕裂试验合格后,用已调整好工作状态的薄膜焊接机逐个进行正式焊接。
焊接前,用吹风机吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干净。在焊接部位下面放一块长木板,以便焊工在平整的基面上行走,焊接质量。正式焊接前,根据施工温度进行试焊,确定行走速度和焊接温度,一般掌握1.5-2.5m/s的行走速度和220-300摄氏度的焊接温度。有两个宽度为100毫米的拼接焊缝,两个焊缝之间留有100毫米的空腔。使用此空腔检查焊接质量。复合土工膜的现场连接应符合下列要求:①焊接采用双焊缝搭接焊。②以专用薄膜焊接机为主要焊接工具。使用塑料热风焊枪作为局部修复的辅助工具。(3)根据气温和材料性质,调整和控制焊机的工作温度和绑扎。焊机的工作温度应为180-200摄氏度。焊缝处的复合土工膜应熔合成一体,不得出现虚焊、漏焊或过度焊。



恒丰塑业有限公司深耕 广西北海钢塑土工格栅行业,采用z u i新生产工艺,科学配比材料,全新生产技术工艺,如果您对我们的产品、技术或服务有兴趣,随时欢迎您的来电或上门咨询。我们将以良好的质量,合理的,快捷的工期服务客户!



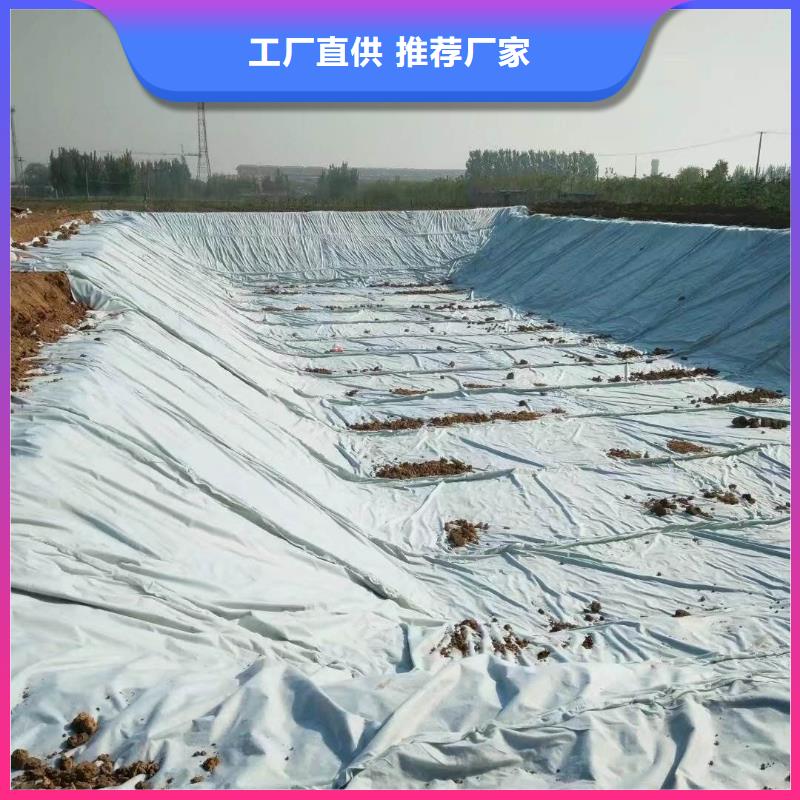
铺设技术
①复合土工膜铺设和展开方向,由E向W或由W向E进行,每幅铺设长度中,包括两侧挡水墙高度一次完成。
②铺设顺序,自渠道轴线向S、N两侧推进。
③施工工序,先做湖底复合土工膜的砂浆保护层(20-30mm),再做与垂直挡水墙的粘贴。
④复合土工膜与挡水墙的粘贴工艺。将粘接剂涂刷在复合土工膜与挡墙的粘贴面上,干燥静置时间约5分钟,然后进行粘贴、挤压、佛平。粘接剂由沥青乳胶涂料、水泥、水拌合而成。粘贴完毕,在水位线以上钎钉锚固,并做防水、防腐处理。
质量验收
1.复合土工膜的材质与施工执行 质量技术监督局发布的聚乙烯土工膜,复合土工膜 标准。
2.施工质量验收,分为施工单位自检,承包单位抽检等内容。
3.焊接质量检验,采用“充气压力法”,破损修复用“目测法”,充气压力检测指标为0.06Mpa。
4.质量验收过程包括,工序交接程序,竣工验收等内容。
5.人工湖正常渗漏量:≤15mm/24h(含季节蒸发损失量)。
施工进度
1.日功效,一台机组每日按施工面积为2000~2500㎡。
2.计划工期为3日。



施工方法
复合土工膜的应用领域及施工方法基本等同于土工膜
1、铺设前的准备工作:
地基处理:清扫土工膜铺设面,要求基体平整,土体坚实,不能凹凸不平,裂纹等,不能有尖锐物,石块、铁丝、木棒等,防渗范围内的草皮、树根要清除,对于杂草要喷洒灭草剂。与膜接触面,铺设粒径小的砂石或粘土层作防护层,防护层覆盖厚度不宜小于30cm。
2、铺设方法
1 沿规定方向铺设,同时不要拉得太紧,应留有一些伸缩量,以适应基体变形。
2 土工膜两边均预留一些宽度的PE织物不粘合层(即甩边),铺设时,要调整好每个单元土工膜走向,以便于两个单元土工膜的焊接。


复合土工膜焊缝质量检测
1.检测方法应采用充气法及室内试验,也可采用火花试验或超声波探测法。
2. 检测设备采用气压式检测仪及真空检测仪。
焊缝质量要求:
1. 对双缝充气长度为30-60mm双焊缝间充气压力达到0.15-0.2Mpa,保持1-5min,压力无明显下降为合格。
2 .对单焊缝和T兴结点及补修点应采用50cm×50cm方格进行真空检测,真空压力大于或等于0.005MPa,保持30s,肥皂液不起泡为合格。
3. 室内试验,焊接抗拉强度应大于母材强度。
4 .质量检验应随施工进展进行。


